










 Sistemas de Palpado m&h
Sistemas de Palpado m&h
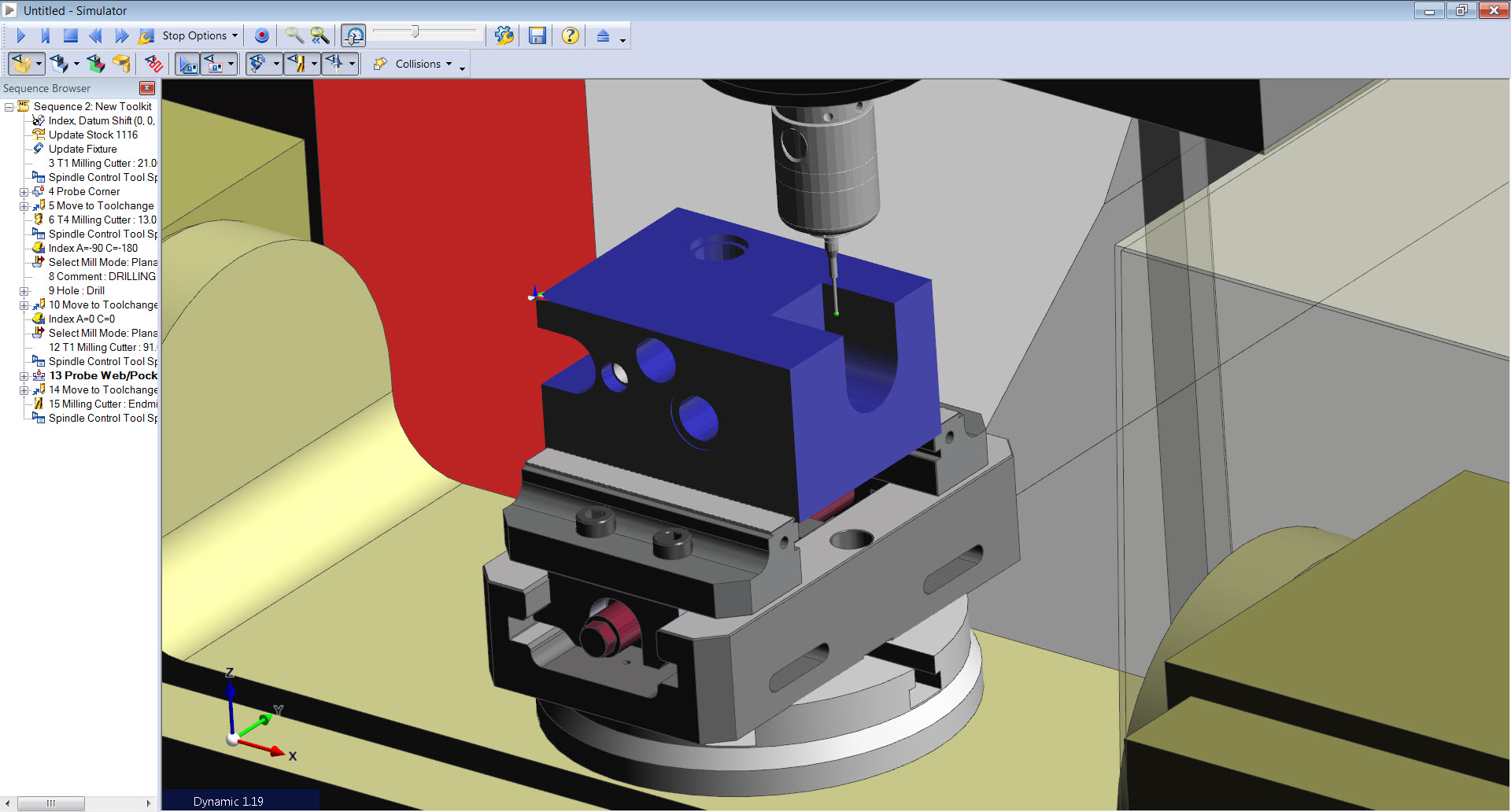
EDGECAM soporta las sondas de palpado m&h. Los usuarios pueden medir las piezas y simular los movimientos de la sonda con seis ciclos de medición individuales. Cada ciclo se ha mejorado con ocho nuevas funciones, ofreciendo una elección más amplia de sobre los datos de inspección.
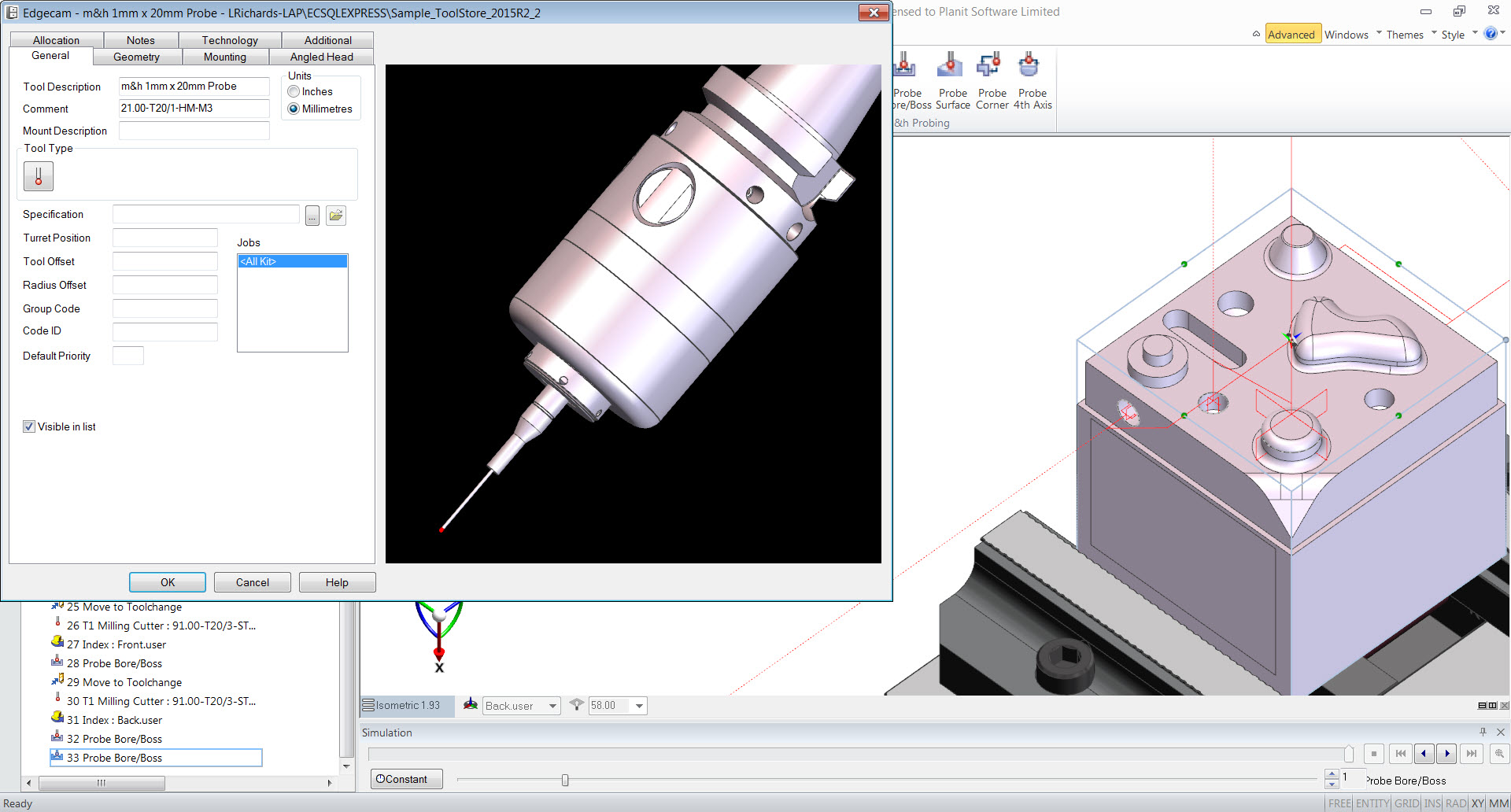
Sonda
Seleccione una sonda desde el Almacén de Herramientas. Hay disponible una selección de palpadores o también puede crear sus propias combinaciones del cuerpo, las extensiones y punta de la sonda.
Ciclo de Palpado de Superficie
Use este ciclo para detectar la posición de una superficie y actualizar el origen actual en la máquina según la desviación respecto a la posición esperada. Al crear el ciclo seleccione un punto en la superficie.
Ciclo de Palpado 4º Eje
Use este ciclo para medir la pendiente de una superficie y actualice la rotación del 4º eje de la máquina según la desviación de la inclinación esperada. Al crear el ciclo seleccione dos puntos en la superficie
Avance Palpado
Movimientos de posicionamiento protegidos para alcanzar de forma segura una posición de palpado. Si hay un accionador de la sonda durante un movimiento de posicionamiento protegido, tiene lugar una PARADA DE EMERGENCIA y aparece un mensaje de error en la pantalla.
Los ciclos ofrecen diferentes formas de palpar la pieza y establecer punto(s) que pueden utilizarse para varias funciones (ver debajo) como una actualización del origen, comprobar la posición o el tamaño.
Ciclo de Palpado de Esquinas
Use este ciclo para medir una esquina interna o externa y actualizar el origen actual según la desviación respecto a la posición esperada.
Ciclo de Palpado de Agujero/Macho
Use este ciclo para detectar la posición de un componente circular, y actualizar el origen en máquina actual según la desviación respecto a la posición esperada Al crear el ciclo seleccione un arco en el agujero/macho. Desde éste se derivan la posición central y el diámetro.
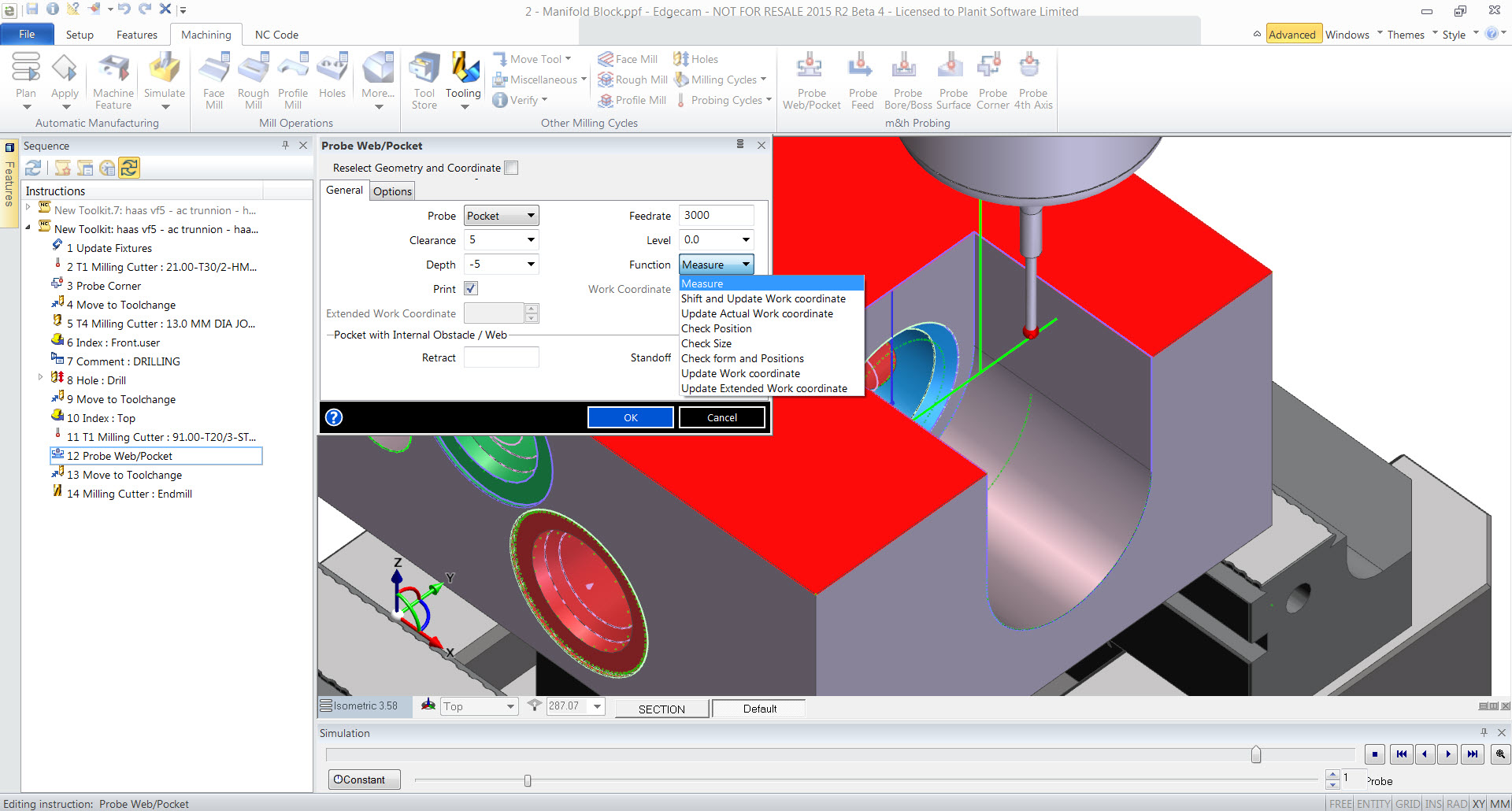
Ciclo de Palpado de Web/Cajera
Use este ciclo para detectar la posición de una web o cajera, y actualice el origen actual en máquina según la desviación respecto a la posición esperada. Al crear el ciclo seleccione dos puntos, en cada lado de la web, o en paredes opuestas de la cajera.
| Medir | Ciclo de medición estándar. Saca un F0 para el Palpado m&h |
| Cambiar y Actualizar las Coordenadas de Trabajo | Las actuales coordenadas de trabajo se cambiarán y actualizarán por la diferencia entre los valores de entrada y los resultados de la medición. Saca un F7 para el Palpado m&h. |
| Actualizar las Coordenadas de Trabajo Actuales | Las coordenadas de trabajo actuales se actualizarán con el resultado de la medición. Saca un F8 para el Palpado m&h. |
| Comprobar Posición | Saca un F500 para el Palpado m&h. |
| Comprobar Tamaño | Comprueba un diámetro o distancias. Saca un F600 para el Palpado m&h. |
| Comprobar forma y Posiciones | Saca un F700 para el Palpado m&h. |
| Actualizar Coordenadas de Trabajo | Se actualizarán las Coordenadas de Trabajo seleccionadas (desde la lista; G54-G59). |
| Actualizar las Coordenadas de Trabajo Extendidas | Se actualizarán las Coordenadas de Trabajo Extendidas seleccionadas (entrada en enteros). El rango permitido es 1-300 para el Palpado m&h. |