










 EDGECAM Waveform
EDGECAM Waveform
El mecanizado Waveform es estándar con EDGECAM, no precisa de un módulo adicional.
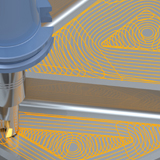
Waveform mantiene una carga de viruta constante para el mecanizado de alta velocidad. La herramienta se mueve siguiendo una trayectoria suave evitando cambios bruscos de dirección, manteniendo un avance constante/alto.
El mecanizado Waveform (en forma de Ondas) está disponible tanto para las operaciones de Fresa como para las de Torno.
Resumen de Características:
|
|
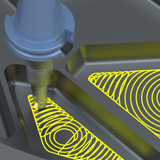
Contacto Constante con el Material Aunque el patrón Concéntrico parece más simple a primera vista el problema es que la herramienta “digs” dentro de cada esquina provocando una sobrecarga en la herramienta, lo que reduce la vida de la herramienta o puede provocar su rotura. En la realidad el operrio de la máquina puede que tenga que reducir el avance del ciclo para compensarlo y, por tanto, incrementar el tiempo de máquina.
Al mantener un contacto constante con el mecanizado Waveform, el avance puede permanecer con su valor óptimo durante todo el ciclo. De esta forma mejorará la vida de la herramienta y se reducirá en gran medida el riesgo de una rotura de herramienta.
El Patrón Waveform Para mantener una carga de viruta constante el ciclo usa la filosofía según la cual se mecaniza con “Un material para una pieza”. De esta forma se reduce el número de cortes intermitentes, particularmente en las regiones externas, lo que significa que la herramienta está en contacto con el material durante más tiempo sin alejarse del material. Tradicionalmente, cycles generally offset the component until they meet the stock. Esto puede llevar a la aparición de esquinas vivas y trayectorias discontínuas.
Para regiones tipo cajeras la heramienta alcanzará la profundidad en forma de hélice por el centro y abrirá la cajera de froma que pueda crear un corte continuo en espiral hasta alcanzar el borde de la cajera. Entonces se elimina cualquier esquina que haya quedado.
Ajuste Automático para el Contacto de la Herramienta Para mantener el contacto de la herramienta y la carga de viruta constantes se ajusta la trayectoria automáticamente para compensar.
Al mecanizar en un área cóncava aumenta el área de contacto de la herramienta. El ciclo ajusta entonces el paso entre las pasadas para compensar y mantener así el contacto deseado.
Al mecanizar en un área convexa ocurre el caso contrario. Según va disminuyendo el material el paso de la trayectoria se incrementa para mantener el contacto deseado.
Trayectoria Suavizada Al asegurar que el ciclo genera una trayectoria tangente suavizada, se puede mantener la velocidad de la máquina y obtener los avances deseados. Con ello también se obtiene el beneficio de reducir el temblor y la vibración en la máquina y en la pieza.Enlaces de la Trayectoria Los enlaces dentro del ciclo tienen en cuenta los ajustes de los rápidos y avances máximos de la máquina. Al pasar al siguiente corte el ciclo eligirá automáticamente el método más rápido para llegar al punto. En ciertas áreas la herramienta permanecerá en profundidad, pero en los movimientos largos la herramienta retrocede y va en rápido hasta la posición.
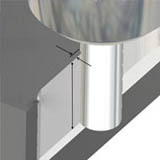
Permanecer en Profundidad Cuando la herramienta permanece en profundidad la trayectoria se moverá automáticamente alrededor del material cuando sea preciso. Los movimientos en profundidad pueden ser en avance máximo y permiten al usuario especificar un pequeño retroceso para evitar que la herramienta roce el fondo de la pieza.
Interfaz Simple Hemos asegurado que el ciclo usa la información en la pieza y en el generador de código donde es posible y mantiene el interfaz con sólo 3 modificadores que el usuario puede ajustar para el patrón waveform (ondas). De esta forma se asegura que el ciclo sea de aplicación sencilla y que esté integrado en el ciclo principal de Desbaste.
Mecanizado con Corte a Profundidad Completa (Mecanizado de Alta Velocidad) El Desbaste Waveform mejora significativamente el desbaste estándar asegurando la eliminación de un volumen de material constante. Además, también abre el camino para usar el mecanizado de alta velocidad, particularmente con materiales duros.
Cortando a lo largo de tanta longitud de corte como sea posible distribuye el desgaste de forma uniforme a lo largo de toda la zona de corte, en lugar de hacerlo sólo en la punta. La profundidad de corte radial se reduce para asegurarse de que una fuerza de corte consistente permite que el material cortado escape de la zona de corte de la herramienta. La vida de la herramienta se amplía más al eliminarse la mayor del calor con la viruta.
Debajo se muestra un ejemplo de los avances e incrementos de corte que se pueden obtener en materiales duros, tanto en sistema métrico como en pulgadas.
| Material | SS1650 carbon Steel | 6AL4V Titanium |
|---|---|---|
| Herramienta | 10 mm endmill | 1/2 inch endmill |
| Incremento de Corte | 20mm | 3/4 inch |
| Paso | 10% | 10% |
| Avance | 5700mm/min | 50 in/min |
| Velocidad | 9500 rpm | 3128 rpm |