

















.jpg)
EDGECAM Slashes Jaguar Cylinder Head Porting Time
“The time saving is epic. What used to take a week, now takes a day.” Those are the words of Ollie Crosthwaite, Managing Director of a specialist manufacturer of engines and components for historic racing cars.
He was referring to the difference EDGECAM’s new port machining module makes to producing cylinder heads for historic Jaguar racing cars.
“Without it, we certainly couldn’t do porting to the quality level and speed that we do now. Not only does it save time and make the production process simpler and easier, it also improves accuracy and quality of the surface finish. Tool push within the ports has been eliminated.”
Ollie Crosthwaite, Managing Director
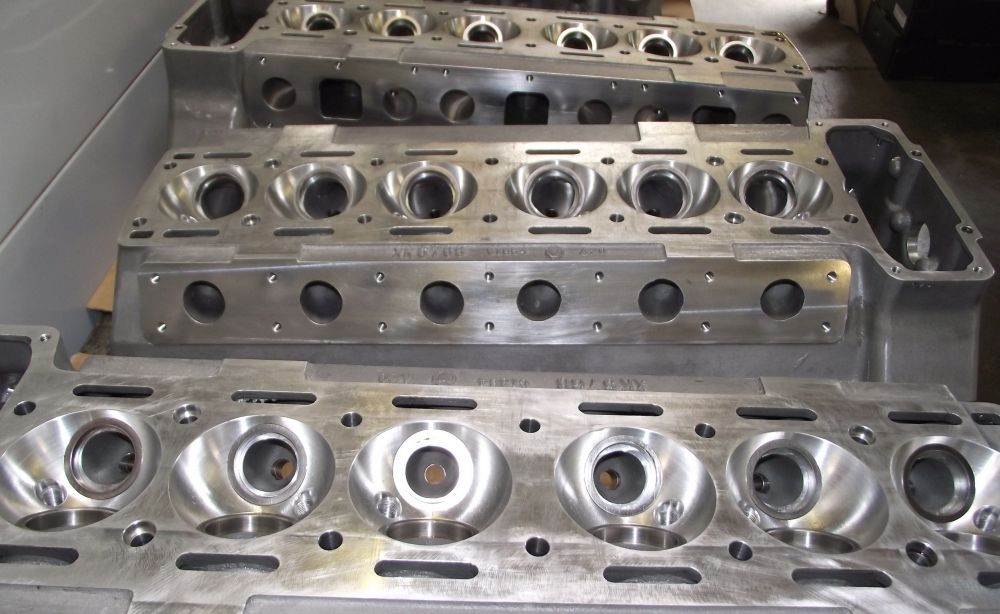
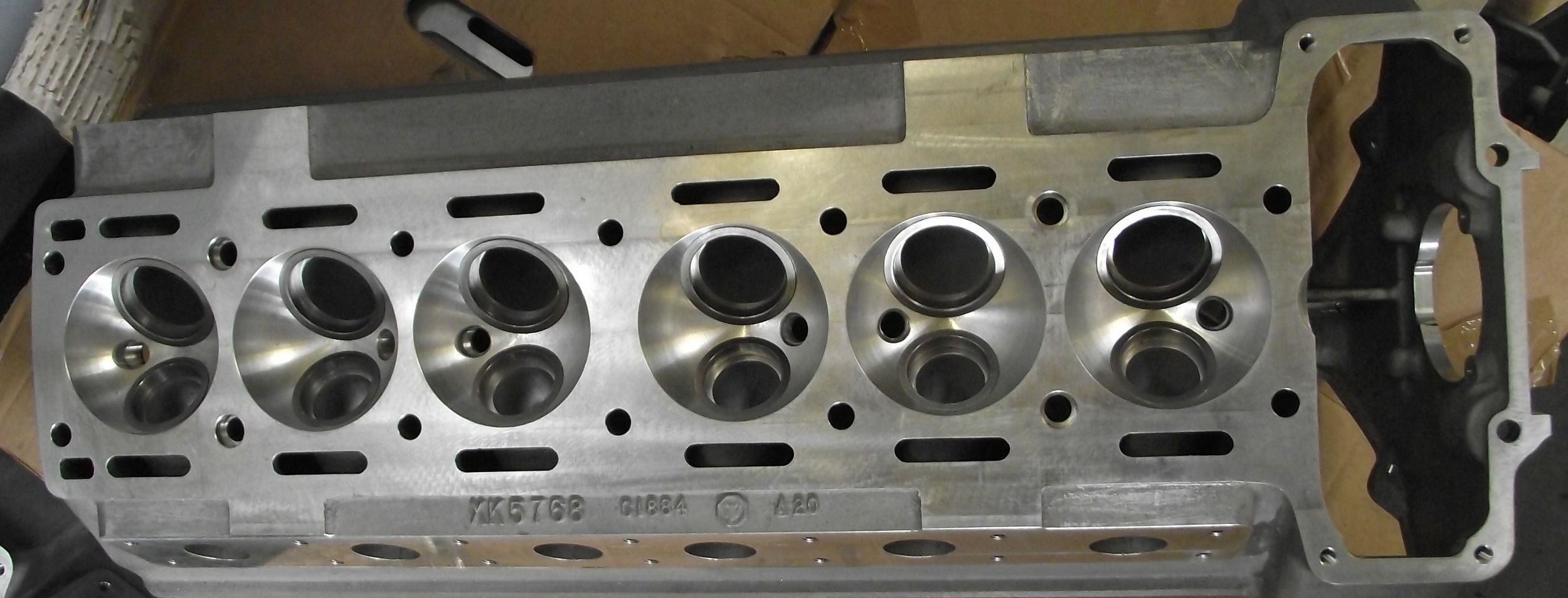
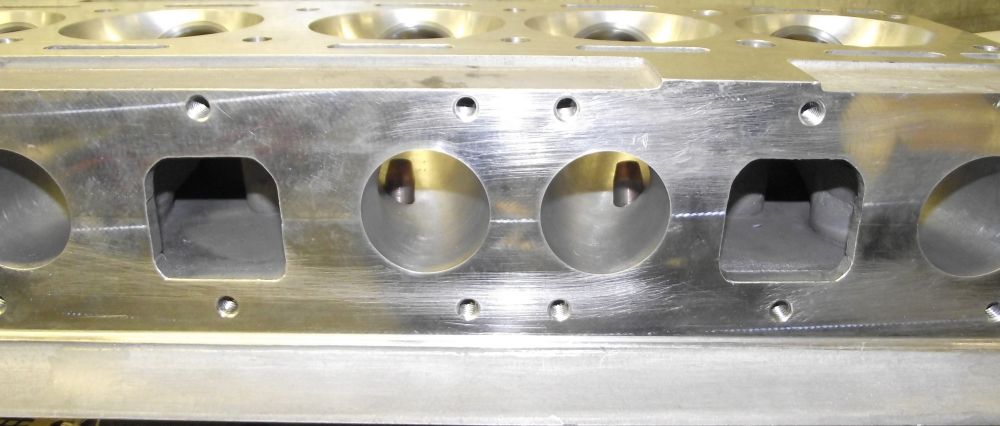
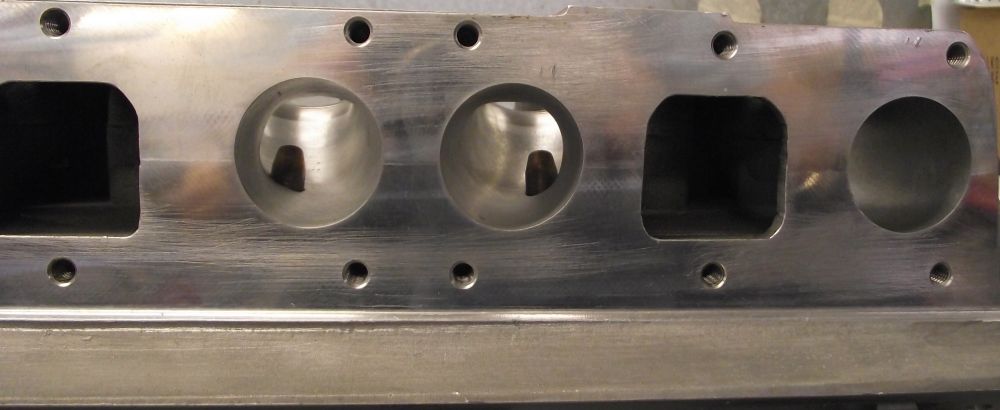
“If anyone wants to win an E-Type Jaguar race, they won’t do it without our engines.” He says the main issue with porting Jaguar cylinder heads is their depth and the amount of shape in the port. “Most ports are short and straight, but Jaguar’s are very long with a lot of curve. We use a lollipop cutter on a 5-axis machine to get inside successfully, and because of the depth of the port, we machine from both sides.”
Paul Bumfrey, CNC programmer at Crosthwaite And Gardiner, says even using EDGECAM’s powerful Advanced 5-axis strategies, the highly specialised nature of the Jaguar ports meant the task was still time consuming until they installed the new porting module. “We’d have to pick each surface within the port, drive curves, and any splines had to be constructed before we could start. This was particularly long winded when we had six cylinders and going in from both sides. It meant constructing everything on the chamber side, and then the other side.”
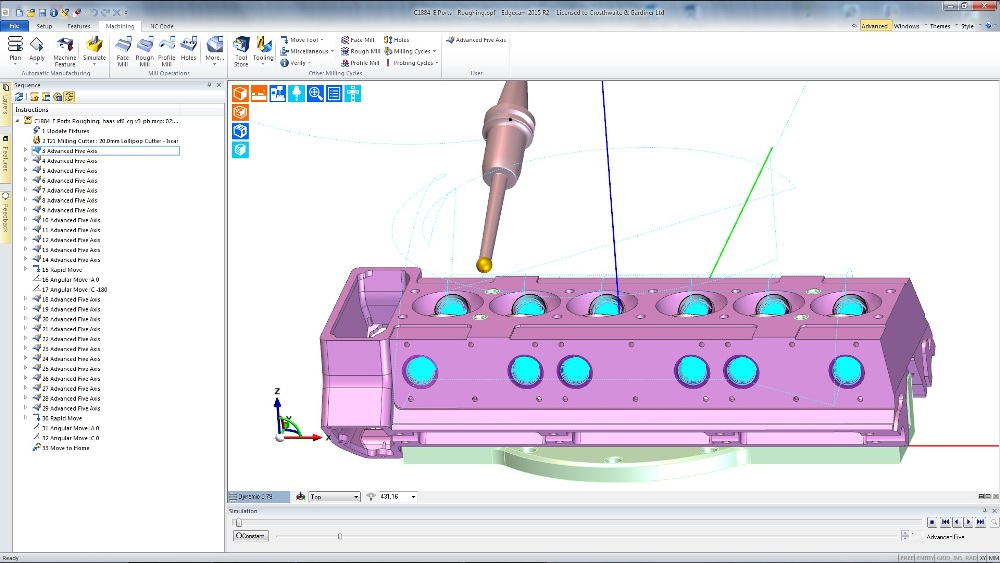
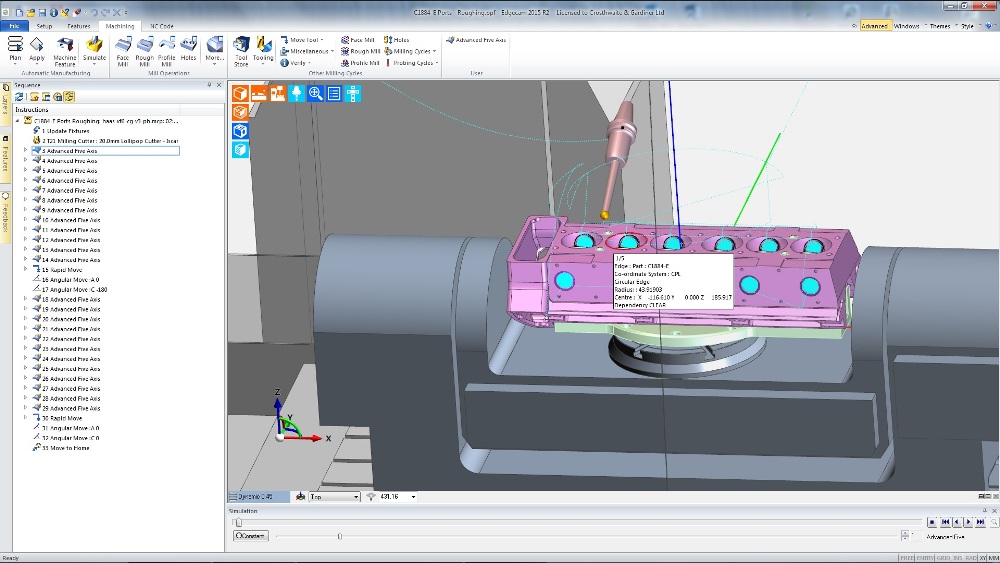
EDGECAM 2015 R2’s new port machining module comprises both roughing and finishing strategies. The toolpath reaches the full area with a single path, offering two types of cut pattern. “It allows us to set the midpoint, so we only pick the port once...EDGECAM then machines to the midpoint, turns over and goes in from the other side, so that saves a considerable amount of time.”
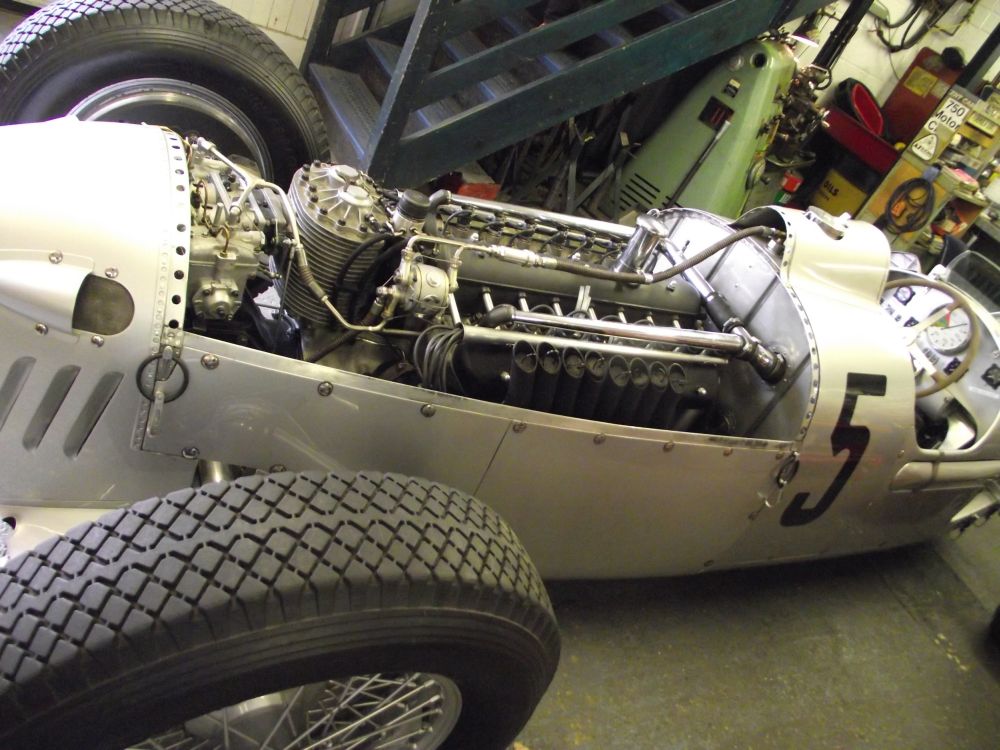
Crosthwaite And Gardiner have 40 years experience of producing components for some of the most famous racing cars the world has seen. One of their specialities is German Grand Prix cars, and Ollie Crosthwaite says the technology from that era is coming back into fashion, with 630 pounds of torque created from a 6-litre Mercedes engine. “”It has a four valve per cylinder pent roof combustion chamber, and the cylinder block comprises machined billet parts, with the rest being fabricated, then welded together. This technology is now being looked at to make modern road car engines again.”
One of the oldest cars they are currently working on is a 1903 Puegeot, boring the block and making new pistons. “While we generally stay away from modern cars we do make the upgrade wheels for the Ariel Atom Track Day car, so we’re actually manufacturing parts for cars across a 112-year age span.”
As well as working for Jaguar and Audi’s heritage departments, Crosthwaite And Gardiner’s engine components feature in the Bugatti and Lister marques, along with a number of privately owned collections.
While they are specialists in cylinder heads and blocks, they manufacture a full range of components for new engines. “We machine the heads, blocks and oil pumps...in fact, apart from crankshafts and rods we make pretty much everything.”
Their 24,000 square foot workshop at Buxted in East Sussex houses a 5-axis Haas VF6 milling machine with 310 trunion, six 4-axis (3 + rotary) mills, three lathes and a wire eroder. With a maximum machining envelope of 1600mm x 800mm x 760mm, they can readily accommodate large workpieces, such as 6.5 -litre and 8-litre Bentley crankcases.
EDGECAM handles all their 5-axis simultaneous machining, and drives the other mills on complex jobs, especially those involving contouring. “We’d struggle to do some of our jobs if we didn’t have EDGECAM.”
He says before switching to the software several years ago they machined ports on a 4-axis machine, driven by another CAM system. “It took weeks to write the program, and once it was written we couldn’t adjust it.” EDGECAM’s powerful 5-axis strategies improved their porting capability from that process. “If we change the shape in SolidWorks, EDGECAM flags that up, asking if we want to machine it to the new shape.”
But Ollie Crosthwaite says the new porting module is a further monumental step forward for them. “Without it, we certainly couldn’t do porting to the quality level and speed that we do now. Not only does it save time and make the production process simpler and easier, it also improves accuracy and quality of the surface finish. Tool push within the ports has been eliminated.”
The new module has simplified the shop floor porting process considerably as there is no need to create as much geometry as before. Paul Bumfrey says “We import a SolidWorks model into EDGECAM and open the module. Then we select the port and everything else is done automatically, with the auto spline going through the middle.”
It saves them so much time that they can now machine two Jaguar cylinder heads a day instead of one. “The cycle time for each head used to be 12 hours, now it’s just under nine, so we can run one unmanned, lights out.”
Ollie Crosthwaite says the amount of porting time saved is remarkable. “When we machine a batch of eight cylinder heads, using this module knocks four days off the job. So overall, what used to take a week now takes a day.”
About the Company
Name: Crosthwaite And Gardiner
Business: Specialist Manufacturer of engines and components for historic racing cars
Benefits Achieved
- Saves a considerable amount of time and makes the production process simpler and easier.
- Improves accuracy and quality of the surface finish.
- Handles all 5-axis simultaneous machining, and drives the other mills on complex jobs.
Comments
“Without it, we certainly couldn’t do porting to the quality level and speed that we do now. Not only does it save time and make the production process simpler and easier, it also improves accuracy and quality of the surface finish. Tool push within the ports has been eliminated.”Ollie Crosthwaite, Managing Director